機械情報工学科
長町 拓夫
教員紹介

プロフィール
- 【専門分野】
-
○塑性加工学
○設計工学
- 【担当科目】
- 基礎製図 、 機械設計製図 、 機械工作 、 機械要素設計 、 機械設計工学
- 【研究テーマ】
-
1.ロールフォーミングによる溶接管、異形管、形鋼の加工技術開発
2.回転成形による管の二次加工技術開発
3.鍛造、すえ込みによる機械部品の加工技術開発
4.引抜きによる薄肉小径パイプの加工技術開発
5.押出しによる複雑断面材の加工技術開発
- 【ひとこと】
画期的な発明があっても、具体化できないと世の中の役に立ちません。それが具体化できても、安価でないと人々の手に行き渡りません。ものづくりは知恵と工夫によって生み出されます。その面白さをいっしょに学びましょう。
研究紹介
長町 拓夫NAGAMACHI Takuo
工学部 機械情報工学科 教授
CAE技術で金属部品の製造をシミュレーション。
製品を“うまいこと造る”方法を探る


PROLOGUE
金属製品を造る手法の一つに"塑性加工"があります。これは金属に大きな力を加えて変形させる加工法。身近なところで言うと飲料水の缶や、机や折り畳みイスの金属のパイプ部分などもそうですし、自動車や航空機の部品、ビルや橋梁の構造材など、あらゆる製品に塑性加工が用いられています。この塑性加工のメカニズムをCAEの技術で解明し、もっと効率的で優れた加工法の実現につなげよう、と考えているのが長町先生。「製品を“うまいこと造る”方法について、日夜研究しています」と語ります。
塑性加工のメカニズムを、シミュレーションで明らかに
「CAE」とは、これから造ろうとしている製品が十分な強度や性能を持っているか、コンピュータ上のシミュレーションで検証すること。製品を試作する手間が省けるので、多くのメーカーに導入されている技術です。
CAEは、製品を塑性加工するメカニズムの解明に応用することができます。金属にどんな力が加わり、どう変形しているのか詳細にわかれば、プロセスに潜む課題や、それを解決する加工法のヒントを見つけられるはずです。
写真Aを見てください。このボルトは、金属に上から刃物をあててガシャンと切って六角の頭を造ります。頭の周囲の花びらのような形は、切った後の金属の残骸です。しかし切るのではなく、機械の回転によって六角の頭を造れば、残骸を出さずに済むのではないでしょうか。
そこでシミュレー卜してみたのが動画1。丸い素材が、徐々に六角に近づいていますね。これはいいぞ!とメーカーと共同研究することとなりました。金型を試作し、実際に製造機械にかけてみると、頭の上下にバリ(突起)が出てしまい、残念ながら採用とはいかなかったのですが。それでも、ちょっとした発想の転換が、新たな加工法のヒントになるのだ、と実感できました。

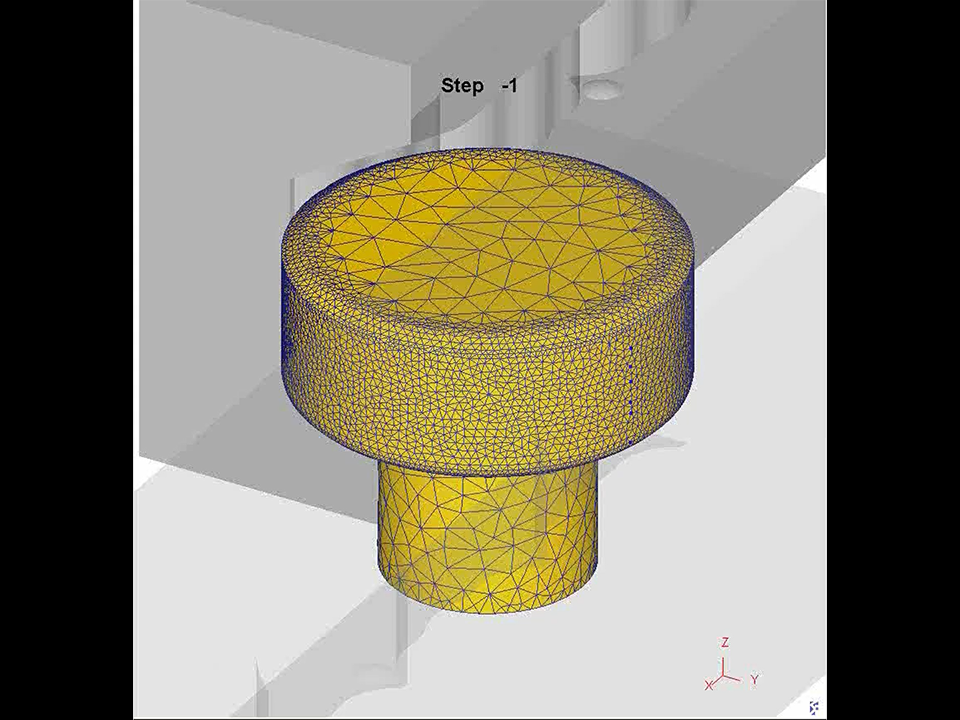
頭ができあがる様子
四角いパイプの残留応力を減らすには、ロールを斜めにあてるといい
写真Bの四角い金属パイプは住宅建材。平らの金属板を徐々に曲げて丸いパイプにし、それを四角に変形させて造ります。
動画2を見ると、丸いパイプが4つのロールの力で四角に変形するのがわかります。ところが、こうやって造った四角のパイプに問題が発生しました。途中で切断すると、切り口が外側にゆがんでしまうのです。理由は、動画2の中にあります。ロールに押し出される時、パイプ表面が真っ赤になっていますね。これはパイプ表側に引張、裏側に圧縮の力が残留していることを表しています。そのため、切断によってパイプがはねるわけです。
そこで解決策を考えました。ロールを少し傾け、斜めにするのです。こうするとパイプとロールの接触点が大きくなります。パイプを曲げる力と押し戻す力が同時に働くため、残留する力が減るのです。
動画3は、4つのロールを斜めにしたもの。パイプ表面はほぼ緑で、残留応力が減少していることがわかります。共同研究しているメーカーが、ロールを斜めにした試験機を造ってくれています。順調に行けば、四角パイプの塑性加工プロセスを変える新たな産業機械が誕生するかもしれません。

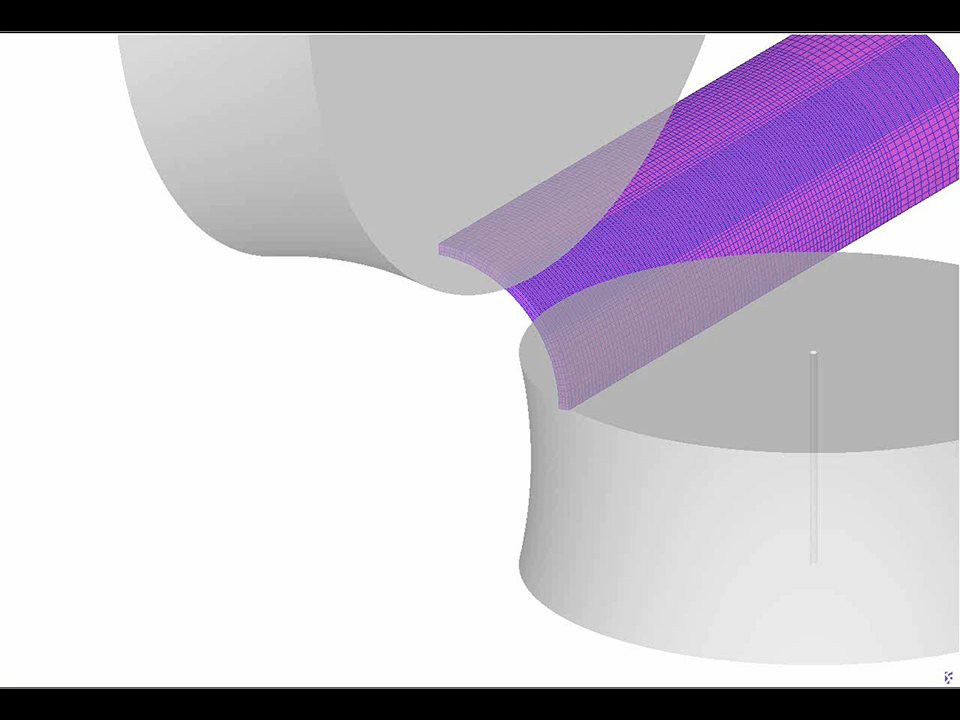
四角に変形させる様子
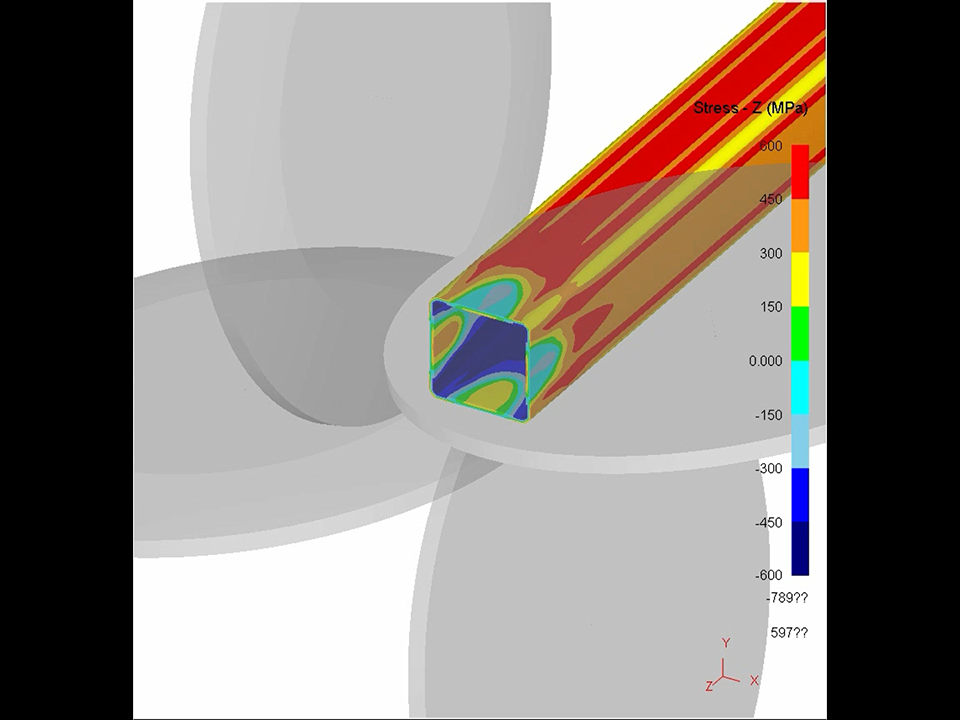
変形されたパイプ表面の色は緑に近く、
残留応力が減少しています
CAEだから自由に発想できる。それが壁を突破するヒントになる
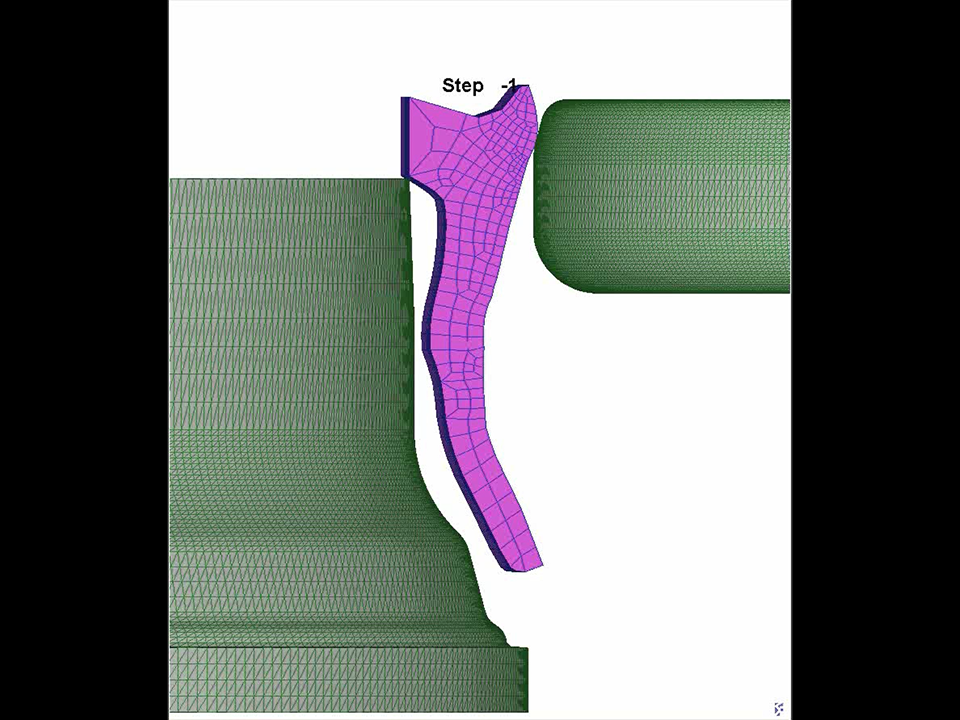
動画4は、アルミを自動車用ホイールに加工する様子です。Step4000を過ぎるあたりから、ローラーの下に加工した後の余分な金属カスが溜まっていますね。これが折り込まれると、ホイールの傷となってしまいます。そこで解消のため、ここでもローラーを斜めにしてみました。
動画5がその様子。ローラーを斜めにして加工すると、下にカスがほとんど溜まらないのです。途中でローラーが金属にあたらなくなりそうに見えますが、ローラーの角度を変えることで対応しています。ローラーの角度を自在に動かせる、という機能を持つ機械がないので、実際の現場でまだ実現していません。しかし「角度を変えれば解決できる」と提案ができたことは確かです。
私たち研究者にとって大事なのは、現場の課題解決につながる知恵をどんどん提示することです。CAEによるシミュレーションだから自由に発想できますし、そうしたアイデアこそ現場に立ちふさがる壁を突破する力になるのです。
塑性加工は太古からある技術ですが、今も発展を続けています。中でも日本の技術は素晴らしく、精度に対する厳しい要求にも応えられる蓄積があります。日本が最先端であり続けるためにも、ものづくりの進化に貢献できる技術を提供していきたいですね。
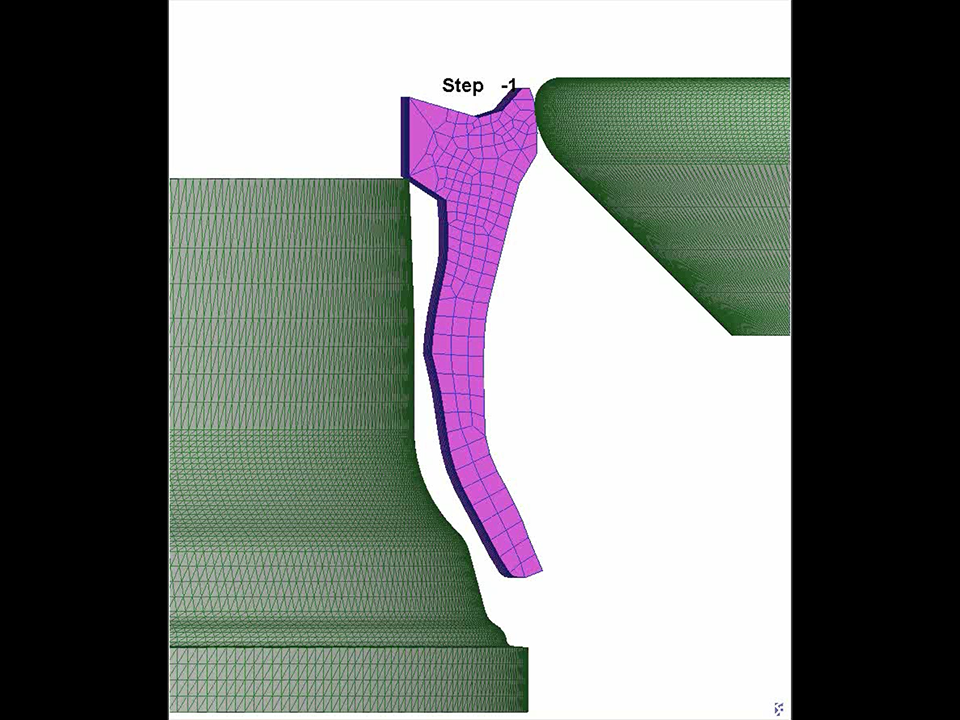
ホイールを造っています。
ローラーの下に徐々にカスが溜まっています
カスがほとんど溜まりません
